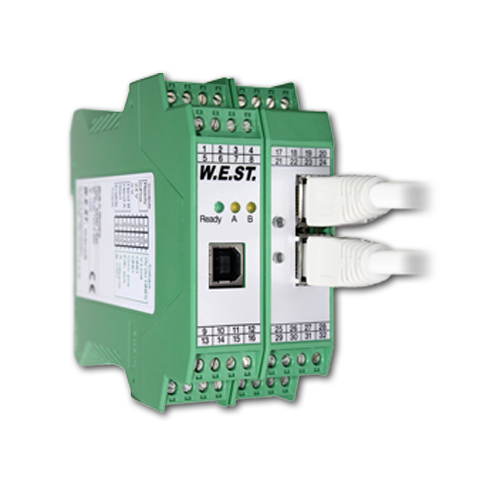


Die W.E.St. Elektronik GmbH bietet eine umfangreiche Produktfamilie:
Analoge und digitale Leistungsverstärker, Positioniermodule, Druckregelungen,
Gleichlaufregelmodule, Pumpenregelungen und Feldbusankopplung.
Einsatzbereiche
Standardisierte und vielseitige Module mit einem gut durchdachten Design für den universellen Einsatz.
Kundenspezifische Lösungen
Neben Standardprodukten fertigen wir Baugruppen nach Ihren Vorgaben, exakt auf Ihre Anforderungen zugeschnitten.
Produktion
Verlässlichkeit auf eine qualitätsgerechte und termingetreue Planung, Fertigung und Lieferung unserer Baugruppen.
Entwicklung
Berechnung und Simulation elektronischer und hydraulischer Systeme sind fester Bestandteil unserer Produktentwicklung.
Training
Sie profitieren von individuellen Schulungen für unsere Standardprodukte und zu speziellen Themen.
Produktfamilie
Die umfangreiche Produktfamilie zeichnet sich besonders durch ihre hohe Flexibilität aus.